Generally, there are two forms for medication in finished products: capsules and tablets. Some medication can be presented in both two forms. Some can only be presented in either one form. Capsule, or Tablet? It is always the question for both pharmaceutical manufacturers and consumers. For many reasons, the debate on this topic may never stopped. In this article, I will try to compare capsules and tablets to provide some suggestions for picking products.If you decide to use capsule and need help with the capsule selection, you could refer to our Different Types of Capsules Shell Guide.
TL; DR
Advantages of hard gelatin capsules
- Less ingredients
- Low manufacturing costs
- Less manufacturing steps
- Flexible formula
- Better in covering up the taste
- Can simply separate two incompatible products
- Consumer preferences
- Be considered to be easier to swallow
- More marketing possibilities
Advantages of coated tablets
- Faster in production
- Lower raw material costs
- Relatively smaller in volume
- No additional quality variation
- More diverse in sizes and shapes
- Not restricted by supplies
- Better stability
History and brief introduction of Tablet and Capsule
According to George Griffenhagen (Griffenhagen has a lot of research on tablets, and wrote articles about the history of tablets), the history of tablets can be traced back to 1500 BC, the purpose might be to give measured medication to patients, and the world's first pill appeared in ancient Egypt. At the beginning, pills were very simple, just a mixture of some plant powder, and manually shaped. With the development and evolution for more than 1,000 years, the tablet production technology nowadays is well developed, and related equipment is also well developed for different production method including Wet granulation and Dry granulation, and the automatic producing solution, consisting of making tablets and packing, can be offered by assembly lines. If you want to produce tablets, you can buy the equipment directly.
You may be surprised that in ancient Egypt, the capsules also had appeared. In 1834, pharmacist Joseph Gérard Auguste Dublanc and his student François Achille Barnabé Mothes obtained the world's first gelatin capsule patent in France. And the first automatic production equipment for empty capsules was built in 1931. Gelatin capsules now account for a large proportion of the healthcare industry and it is a continuing trend in increasing, and capsule producing and filling equipment are also well developed. If you want to produce capsules, you need to buy empty capsules and a filling machine.
Capsule Tablet Counting and Labeling Machine
Although tablets have dominated the market for a long time, the occupancy of capsules has been increasing year by year. According to the data of some large pharmaceutical companies, it is now almost equal to tablets.
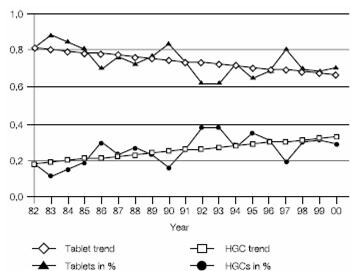
Comparison of new chemical entities formulated capsules and tablets 1982~2000
Both tablets and capsules have advantages of being easy to store, carry and use, as well as exact dosing. They have been used for at least hundreds of years with many sophisticated solutions, so they nearly have no problem in themselves.
Consumer preferences for Tablet and Capsule
According to FDA (Safety Considerations for Product Design to Minimize Medication Errors Guidance for Industry), more than 16 million people in the United States are troubled by dysphagia, and less than a quarter of them discuss this with professionals. 8% of these people admit that some medications are skipped during treatment because of dysphagia, and 4% of them even gave up treatment. Consumer preference is obviously important to the market, and it is difficult for people to accept medications that are uncomfortable in appearance. And clearly the type of preparation that is more popular with consumers will be better in sales.
In a preference survey conducted in 2002 and 2009, we found that the preference for tablets and Chewables decreased significantly, while Gelcap and Softgel increased meaningfully, and others remained roughly the same. This could a reference for design.
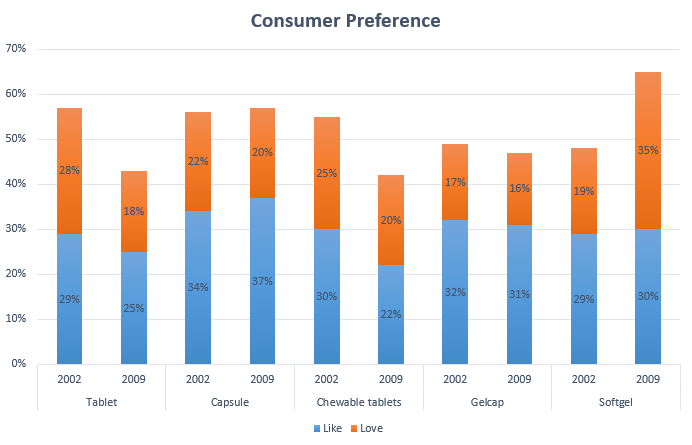
Easy to take has always been the most important consideration for consumers. Of course, for different products, the reasons for preference would be various, such as taste, pesticide effect, shape, etc., In general, consumers are more willing to pay more for preferred dosage form.
In this comparison, traditional tablets are clearly at a disadvantage. Because many medications are not natural substances, they are nauseous, having an unbearable color or odor. Capsules physically insulate the internal medications from the outside. For sure, tablets can be added with sweeteners, food coloring or various film coatings to achieve similar effects, but the it is still not as good as using capsules. Moreover, these additional additives are potential allergens, you can avoid many unnecessary troubles if without these additives. In addition, many capsule suppliers, including us, offer customized services, and the capsule texture and color and its customizability can be more attractive to consumers. They can build their own brand and even form a brand symbol for marketing. It is hard to do the same thing with tablets. If you have to choose tablets, it is better to apply some suitable methods to improve patients’ compliance.
Manufacturers should try to ensure patient's choice would not be affected because of some physical characteristics (such as size, shape, color, smell, etc.) of the medications, and the patient should promptly inform your doctor for replacement if there is any problems.
The FDA has the following recommendations for the size of the capsules and tablets:
If the RLD is less than 17 mm in its largest dimension, the generic product should be:
- No more than 20 percent larger than the RLD in any single dimension (the resulting single dimension of the generic should not exceed 17 mm).
- No more than 40 percent larger than the volume of the RLD.
If the RLD is equal to or greater than 17 mm in its largest dimension, the generic product should be:
- No larger than the RLD in any single dimension.
- No larger than the volume of the RLD.
We recommend that the largest dimension of a tablet or capsule should not exceed 22 mm and that capsules should not exceed a standard 00 size.
Production cost of Tablet and Capsule
At present, the pharmaceutical industry is facing rising research costs and increasingly fierce market competition, especially for originator product, its research cost can be as high as 300-400 million US dollars, and need 5-10 years. And time and expense on production, market declaration, patent maintenance litigation have not been included. The general validity period of the patent after listing is only 10-12 years, so for the medication, in addition to the production cost, the production time is also crucial, shortening the time on R&D means being profitable in the other way.
Generally, for New Chemical Entity (NCE)many companies use capsules for early period of research on molecular and cytology, because the inchoate NCE are rare and invaluable, and there are many capsule fillers that can fill dozens of capsules at a one time, fast and efficient, and it is not easy to lose raw materials. Tablets are only considered when a larger amount is produced.
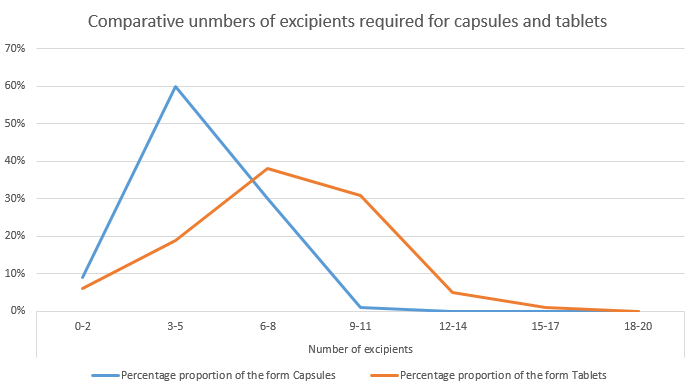
In most cases, the average number of ingredients of the capsule is 4, while for tablets, it is 8-9. The following figure is from Sophartex:
Such differences enable the capsule to reduce the cost of selection, evaluation, and experimentation. In the process of research and distributing to the market, capsule can averagely save six months. According to the statistics of some institutions, 22% of NCEs can enter the Phase I of clinical, and by the Phase III of clinical, this proportion drops to less than 5.5%. Rejecting inappropriate NCEs as early as possible, can effectively reduce the cost and time. There are many capsules and corresponding equipment developed for this problem, such as preclinical capsules, double-blind capsules, etc.
Compared with tablets, there are less fewer processing steps in producting capsules, which means lower equipment costs, labor costs, and pollution risks.
The following figure is a manufacturing flow of tablets:
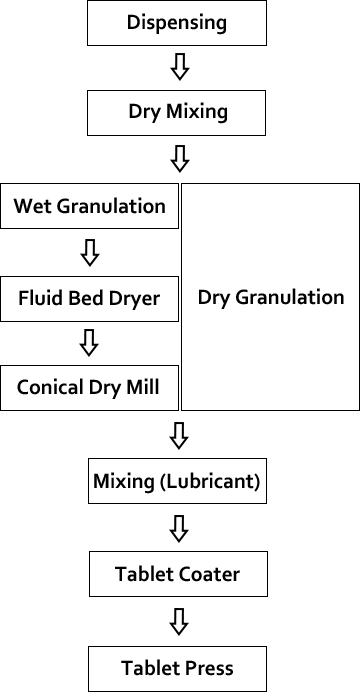
Many manufacturers, however, believe that the efficiency of the table pressing machine is about 5 times higher than that of the capsule filling machine with the same price. At the same time, the price of empty capsule is higher than the average price of excipients used on the tablet, so they think that tablets are more suitable for large-scale production than capsules.
But this is not entirely correct, as the above conclusion is only based on simple tablets, more and more medications use a variety of coatings. They are tablets acquired some properties of capsules by more expensive in cost and longer in production, which has better protection for internal medicines. This technology is now faster and safer.
Graham Cole calculated the cost difference for these three manufacturing methods. The following tables briefly describe the associated costs. Tablet 1 for coated tablets, and tablet 2 for tablets directly compressed.
| Material (per 100000) | Tablet 1 | Tablet 2 | Capsule |
| Microcrystalline Cellulose | 65 | / | 65 |
| Dibasic Calcium Phosphate | / | 81.23 | / |
| Pregelatinized Starch | 13.2 | / | 13.2 |
| Magnesium Stearate | 0.5 | 0.5 | 0.5 |
| Hydroxypropyl Methylcellulose | 7.5 | 7.5 | / |
| Hydroxypropyl Cellulose | 6.15 | 6.15 | / |
| Titanium Dioxide | 0.96 | 0.96 | / |
| Taic | 0.26 | 0.26 | / |
| Iron Oxide | 0.3 | 0.3 | / |
| Purified Water | 15 | 15 | / |
| Carnauba Wax | 5 | 5 | / |
| Size 3 Capsuule Shell | / | / | 381 |
| Total | 113.87 | 116.9 | 459.7 |
| PW:50 litres per 100000 Carnauba Wax: 50g required for polishing 100000 tablets |
|||
| Equipment | Tablet 1 | Tablet 2 | Capsule |
| Balance (1 * 1kg * 0.01g) | ¥1,804 | ¥1,804 | ¥1,804 |
| Balance (1 * 10kg * 1g) | ¥3,456 | ¥3,456 | ¥3,456 |
| Balance (1 * 200kg * 25g) | ¥3,143 | ¥3,143 | ¥3,143 |
| Mill/Sieve | ¥34,560 | ¥34,560 | ¥34,560 |
| Blender Ribbon | ¥25,920 | ¥25,920 | ¥25,920 |
| Granulator | ¥183,600 | / | / |
| Fluid Bed Dryer | ¥356,400 | / | / |
| Tablet Press | ¥246,672 | ¥246,672 | / |
| Capsule filler | / | / | ¥423,360 |
| Deduster | ¥6,480 | ¥6,480 | ¥6,480 |
| Coating pan Accela 150 | ¥258,000 | ¥258,000 | / |
| Colloid mill | ¥16,200 | ¥16,200 | / |
| Mixer/Homogenizer | ¥9,720 | ¥9,720 | / |
| S/S vessels | ¥6,480 | ¥6,480 | / |
| Total | ¥1,152,435 | ¥612,435 | ¥498,723 |
| Tablet 1 | Tablet 2 | Capsule | ||||
| Time(min) | Cost | Time(min) | Cost | Time(min) | Cost | |
| Product preparation | 480 | 600 | 180 | 225 | 180 | 225 |
| Filling | / | / | / | / | 50 | 62.5 |
| Compressing | 25 | 31.5 | 25 | 31.5 | / | / |
| Film coating | 240 | 300 | 240 | 300 | / | / |
| Total | 745 | 931.5 | 420 | 556.5 | 230 | 287.5 |
The first table roughly calculate the cost difference in direct material costs per 100,000 units of capsules and tablets. Some of the same ingredients are omitted here. The unit price here is US dollars.
The second table indicate the difference between equipment.
The third table is a comparison of time and operating costs.
After comparing the detail data, and considering the cost of the venue and others, they finally have a conclusion:
It has shown that the investment for capsules is much less than that required for a tablet manufacturing facility, and that it is cheaper to operate and control, and minimizes inventory levels. Only when the cost of excipients is considered in isolation does the tablet process have an advantage.
In addition, in 2004, an international research project at the University of St. Gallen combined the opinions of 400 managers from 95 pharmaceutical R&D facilities of nearly 20 countries in Europe, and pointed out that the rough expense structure of a medication factory as follows:
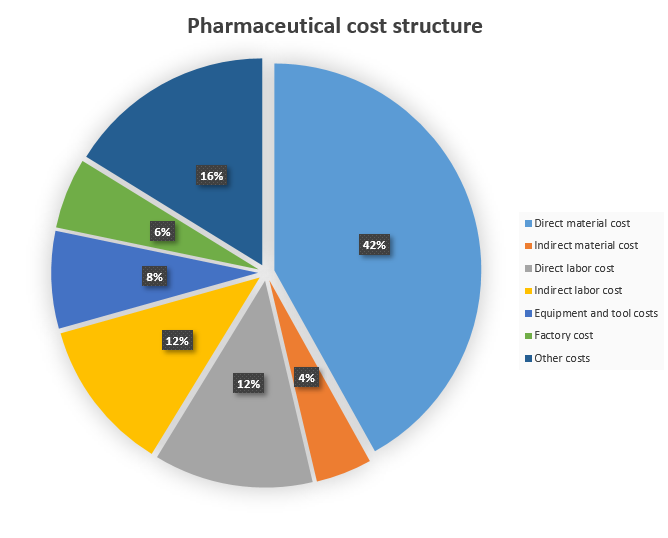
They also mentioned:
- 83% of companies hope to increase the heterogeneity of consumer demand
- Lower overall equipment efficiency (OEE) is related to an increase in the number of unit operations
- Short production cycles are a key factor in production flexibility
- The current “high quality” is still obtained through inspection rather than process
- Production improvement projects must focus on the entire production process
- R&D is the key to designing effective products and processes
Comparison of capsule and tablet absorption
The absorption capacity of the capsules and tablets are directly related to their release. Many studies state tablets have been stated to be generally worse. According to S.M. Bastami, M.J. Groves, C.M. Kagawa et al., uncoated tablets was bioequivalent to capsules, while the bioavailability of coated tablets is significantly lower. However, in fact, there are many examples in which the release efficiency of tablets is higher than that of capsules. P.J. Tannenbaum, W.C. Randolph, A. Fedorcak, etc. mentioned that many tablets release faster than capsules. The reason could be excellent disintegrant in the tablet, improper capsule formula, and the special properties of some medications or the coating of the tablet, etc., but the fluctuation difference is only up to 20%, you can search their papers for detailed experimental data.
In summary, release efficiency is a very complicated matter, but the gap between them is not very large, and there will be different results for different medications, so in general, bioavailability or absorption efficiency is not main reason for the emergence of medications.
It should be noted that the release efficiency capsules and tablets are worse than as solutions.
Dose control
Many people may think that tablets are easier in dosage controlling than capsules because you can make tablets of any quality, but the dosage controlling of the medication inside the capsule is not so easy. But in fact, there are capsules of different sizes that can meet almost all needs, you can also add some unprevailing fillers to change the actual quality of the medication. And you can find more detailed information about the capsule size in the Empty Capsule Size Chart. And even filling capsules manually there is not much difference in this respect.
Additionally, because the capsule can be made into a form that can be separated, that enable consumers to remove the internal medicament and use capsules for other purposes, hence some people have a better evaluation for capsules.
Reference:
Graham Cole, Pharmaceutical Technology Europe; Vol. 5, Pgs. 17 – 26 (1998)
Food and Drug Administration, Safety Considerations for Product Design to Minimize Medication Errors, (2016)
Food and Drug Administration, Size Shape and Other Physical Attributes of Generic Tablets and Capsules, (2015)
Mohd Abdul Hadi et al., Impact of Capsules as a Carrier for Multiple Unit Drug Delivery and the Importance of HPMC Capsules, (2013)
Feldhaus, F. M., Zur Geschichte der Arzneikapsel. Dtsch. Apoth.-Ztg, 94 (16), 321 (1954)
Französisches Patent Nr. 5648, Erteilt am 25. März, (1834)
Planche und Gueneau de Mussy, Bulletin de I'Académie Royale de Médecine, 442-443 (1837)
Note:
This article is only the author's point of view on capsules and tablets. It would be slightly different from the facts because of some differences such as equipment differences and cultural differences.


